Conseguir que las láminas domo funcionen correctamente con circuitos impresos flexibles parece sencillo hasta que se intenta. La combinación parece natural: ambas son delgadas, flexibles y sirven para la electrónica compacta moderna. Pero lograr una integración fiable implica detalles que no son evidentes a primera vista. Una desalineación de fracciones de milímetro crea una respuesta táctil blanda. La elección de un adhesivo incorrecto provoca la delaminación meses después. Los desajustes térmicos deforman los ensamblajes.
Ultrafino hoja de cúpula La integración en FPC exige prestar atención a los materiales, las tolerancias, los procesos de montaje y los factores ambientales. Cuando se hace correctamente, el resultado es una interfaz táctil fiable que sobrevive a millones de accionamientos. Si se hace mal, se producen reclamaciones de garantía.
Conceptos básicos de la lámina domo para la integración del CPF
Antes de hablar de las técnicas de integración, es importante entender qué hace que estos componentes funcionen.
Qué son realmente las sábanas de cúpula
Las láminas domo están formadas por pequeñas cúpulas metálicas, normalmente de acero inoxidable, sujetas en posiciones precisas por una capa adhesiva. Cuando se presiona, cada cúpula se colapsa con un chasquido distintivo, haciendo contacto eléctrico con el circuito subyacente. Al soltar la presión, la cúpula recupera su forma original.
La denominación “ultrafino” suele significar un grosor total inferior a 0,3 mm, a veces tan fino como 0,15 mm. Estas dimensiones plantean retos. No hay margen de error. Todo debe alinearse con precisión.
Por qué tiene sentido el emparejamiento del CPF
Los circuitos impresos flexibles ofrecen ventajas que los rígidos no pueden ofrecer:
- Conformabilidad a superficies curvas
- Espesor de montaje reducido
- Ahorro de peso en dispositivos portátiles
- Capacidad de flexión dinámica para determinadas aplicaciones
- Posibilidades de trazado tridimensional
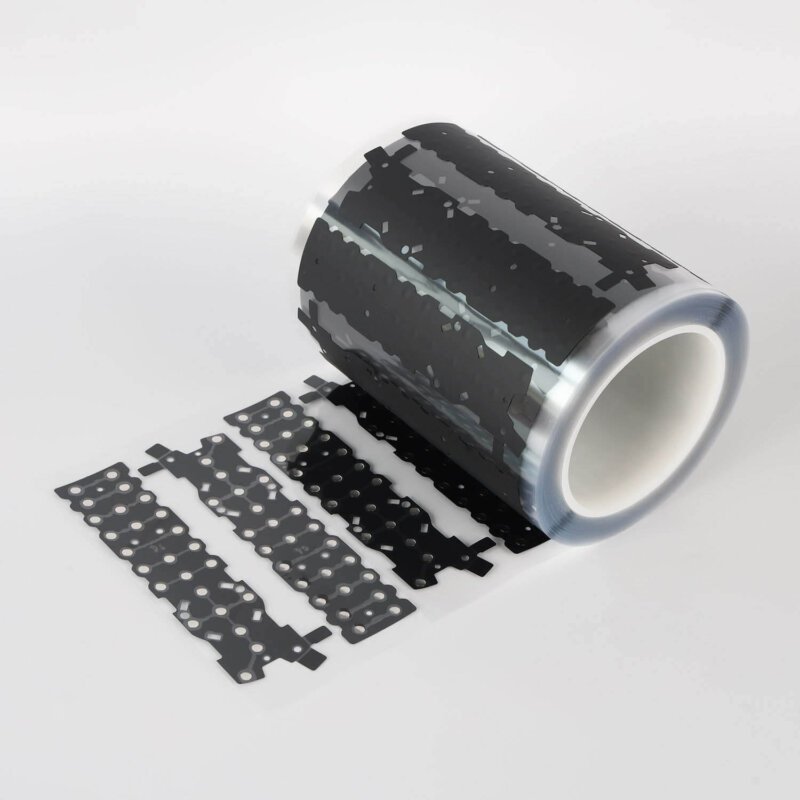
Combinando una lámina de cúpula ultrafina con FPC se crean conjuntos de interruptores extremadamente compactos adecuados para wearables, dispositivos médicos, mandos a distancia y aparatos electrónicos de consumo delgados. La combinación funciona, pero exige una ejecución cuidadosa.
Factores críticos para el éxito de la integración de las láminas de cúpula
Varias variables determinan si una integración tiene éxito o crea problemas.
Compatibilidad de materiales
| Componente | Consideraciones clave | Problema potencial |
|---|---|---|
| Material de la cúpula | El grado de acero inoxidable influye en la sensación táctil y la vida útil | Corrosión en entornos difíciles |
| Soporte de cúpula | Tipo de adhesivo y características de liberación | Transferencia o desplazamiento incompletos |
| Sustrato FPC | La poliimida frente al PET afecta a la flexibilidad y la resistencia al calor | Desajuste térmico durante el reflujo |
| Almohadillas de contacto | Tinta dorada, plateada o carbono | La oxidación afecta a la fiabilidad de los contactos |
| Adhesivo de unión | Química acrílica frente a química de silicona | Delaminación, desgasificación o fluencia |
Los materiales que no coinciden crean problemas que surgen gradualmente. Un adhesivo que parece estar bien al principio puede fallar tras un ciclo térmico. Las almohadillas de contacto que funcionan en el laboratorio se corroen en entornos húmedos sobre el terreno. Las pruebas en condiciones reales detectan estos problemas antes de la producción.
Tolerancias dimensionales
Los ensamblajes ultrafinos no dejan lugar a descuidos. La tolerancia de la posición de la cúpula debe ser de ±0,1 mm para garantizar una alineación correcta con las almohadillas de contacto FPC. El soporte de la lámina del domo, el diseño de la FPC y el proceso de montaje contribuyen a la precisión de la alineación final.
Las dimensiones críticas incluyen:
- Precisión de separación entre cúpulas
- Tolerancia de las ilustraciones de las placas FPC
- Registro entre la lámina domo y el FPC durante el laminado
- Profundidad de la cavidad si se utiliza montaje empotrado
El análisis de apilamiento revela si las tolerancias combinadas permiten un contacto fiable. Los componentes individuales pueden estar dentro de las especificaciones, pero el conjunto sigue fallando debido a la acumulación de tolerancias.

Consideraciones sobre el proceso de montaje de láminas de cúpula
Preparación de la superficie
Las superficies de los FPC deben estar limpias y debidamente preparadas antes de aplicar la lámina de cúpula. La contaminación —residuos de fundente, huellas dactilares, polvo— interfiere en la adhesión y puede afectar a la fiabilidad del contacto eléctrico.
Pasos recomendados para la preparación:
- Limpieza con disolventes para eliminar la contaminación orgánica
- Inspección para detectar defectos superficiales o residuos
- Control ambiental durante el montaje (temperatura y humedad)
- Procedimientos de manipulación para evitar la recontaminación
- Tratamiento con plasma opcional para superficies difíciles de unir
Saltarse los pasos de preparación puede provocar fallos que aparecen semanas o meses después del montaje. La unión adhesiva puede parecer adecuada al principio, pero se degrada con los ciclos térmicos o la exposición a la humedad.
Métodos de alineación
Para lograr una alineación precisa entre la lámina de la cúpula y el circuito flexible (FPC) se necesitan herramientas adecuadas. Las opciones van desde las más sencillas hasta las más sofisticadas:
- Alineación manual mediante marcas de registro visuales
- Fijación mediante pasadores con orificios de fijación en ambos componentes
- Sistemas de colocación asistidos por visión
- Dispositivos de laminación específicos con registro mecánico
La producción en serie suele justificar la inversión en utillaje. En el caso de los prototipos o los trabajos de bajo volumen, es posible que haya que recurrir a una alineación manual minuciosa, aunque este método pone a prueba la paciencia e introduce variabilidad.
Parámetros de laminación
La presión, la temperatura y el tiempo de unión influyen en el rendimiento del adhesivo. Una presión insuficiente da lugar a uniones débiles. Una presión excesiva puede deformar las cúpulas o hacer que el adhesivo se filtre hacia zonas no deseadas. Los requisitos de activación térmica varían según el tipo de adhesivo.
Un perfil de laminado típico podría incluir:
- Fijación inicial a temperatura ambiente con una ligera presión
- Adhesión completa a temperatura elevada (si así lo requiere el adhesivo)
- Enfriamiento controlado para evitar la acumulación de tensiones
- Realizar un poscurado si así lo indica el fabricante del adhesivo
La documentación de los procesos es fundamental. Lo que funciona en el laboratorio debe traducirse en procedimientos de producción repetibles.

Solución de problemas comunes en la integración de láminas abovedadas
- Sensación táctil blanda o irregular — normalmente, una desalineación o la presencia de suciedad en las superficies de contacto
- Contacto eléctrico intermitente — Contaminación de las almohadillas, recorrido insuficiente de las cúpulas o cúpulas dañadas
- Deslaminación con el paso del tiempo — incompatibilidad del adhesivo, preparación inadecuada de la superficie o exposición ambiental
- Accionamiento simultáneo de varias cúpulas — una presión de unión excesiva que deforma las cúpulas o una separación insuficiente
- Las cúpulas no vuelven a su posición correcta — interferencias mecánicas, cúpulas dañadas o desplazamiento del adhesivo
La resolución sistemática de problemas permite identificar las causas fundamentales. Los ajustes aleatorios, sin comprender el mecanismo del fallo, rara vez resuelven los problemas de forma definitiva. Si desea obtener más información sobre las láminas para cúpulas, lea ¿Qué es una cúpula?.
PREGUNTAS FRECUENTES
¿Qué grosor se considera propio de una lámina de cúpula ultradelgada?
Las definiciones del sector varían ligeramente, pero el término «ultrafino» suele referirse a conjuntos de láminas abovedadas con un grosor total inferior a 0,3 mm. Algunos diseños alcanzan un grosor total de entre 0,15 mm y 0,2 mm mediante el uso de diámetros de cúpula más pequeños y materiales de soporte más finos. Estas versiones extremadamente finas exigen tolerancias aún más estrictas y una manipulación más cuidadosa durante el montaje. A modo de comparación, las láminas de cúpula estándar suelen tener un grosor de entre 0,4 mm y 0,6 mm.
¿Se pueden volver a procesar las láminas de cúpula después de pegarlas al circuito impreso flexible?
La reelaboración es técnicamente posible, pero rara vez resulta práctica. Al retirar una lámina de cúpula adherida se corre el riesgo de dañar la superficie del circuito flexible (FPC), dejar residuos de adhesivo o deformar el circuito. Si se prevé la necesidad de reelaboración, es recomendable utilizar adhesivos reposicionables de menor resistencia durante la fase de prototipado, para luego pasar a una unión permanente en la fase de producción. En general, considerar la aplicación de la lámina de cúpula como una operación irreversible fomenta hacerlo bien a la primera.
¿Cuántas activaciones debería soportar un conjunto de lámina de cúpula correctamente instalado?
Las láminas de cúpula de calidad suelen tener una vida útil de entre 1 y 5 millones de accionamientos, dependiendo del tamaño de la cúpula, el material y la fuerza de accionamiento. Una integración adecuada no debería reducir significativamente esta vida útil. Los fallos que se producen mucho antes de la vida útil nominal suelen indicar problemas de integración —desalineación que provoca contacto en los bordes, contaminación o problemas con el adhesivo— más que limitaciones inherentes a la cúpula. Factores ambientales como la humedad, los ciclos de temperatura y la exposición a la contaminación también afectan a la vida útil que se puede alcanzar en aplicaciones reales.