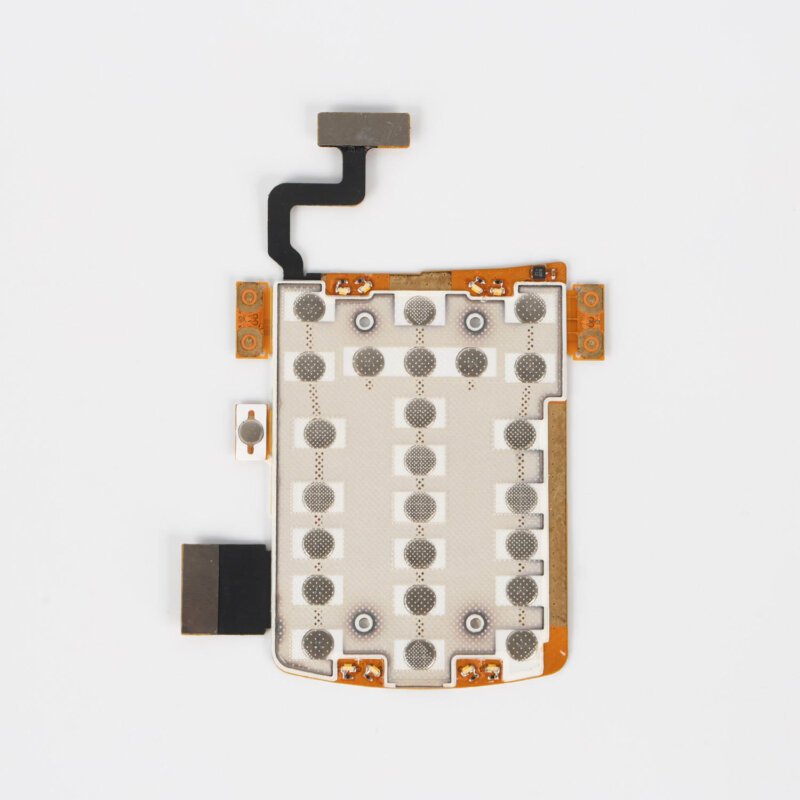
يوجد خلف كل لوحة مفاتيح ميكروويف، وواجهة جهاز طبي، ولوحة تحكم صناعية مفتاح غشائي - يتم تصنيعه من خلال عمليات لا يفكر فيها معظم الناس. يبدو المنتج النهائي بسيطاً. رقيقة ومسطحة ومرنة. لكن إنشاء هذه الواجهات ينطوي على عدة خطوات متخصصة تتطلب الدقة والخبرة.
تصنيع مفتاح غشاء تجمع بين تقنية الطباعة وعلم المواد والتجميع الدقيق. يجب أن تفي كل طبقة بالمعايير الصارمة. وتقاس التفاوتات المسموح بها هنا بأجزاء من الألف من البوصة.
تكشف الرحلة من المواد الخام إلى الواجهة النهائية عن تعقيدات مدهشة مخبأة في هذا المظهر البسيط المخادع.

المواد الخام المستخدمة في إنتاج المفاتيح الغشائية
أفلام الركيزة
يهيمن البوليستر (PET) على تصنيع المفاتيح الغشائية. فهو يوفر المزيج الصحيح من المرونة والمتانة وثبات الأبعاد. وتتراوح السماكة النموذجية من 0.075 مم إلى 0.25 مم حسب متطلبات التطبيق.
يُستخدم البولي كربونات في التراكبات الرسومية التي تحتاج إلى مقاومة أفضل للصدمات أو خصائص بصرية محددة. إلا أنه أكثر ليونة من البوليستر - يخدش بسهولة أكبر.
الأحبار الموصلة
تشكل الأحبار الموصلة القائمة على الفضة آثار الدائرة. وتحتوي هذه التركيبات المتخصصة على جسيمات فضية صغيرة معلقة في مواد رابطة من البوليمر. وعند طباعتها ومعالجتها، فإنها تنشئ مسارات موصلة للكهرباء.
تُستخدم أحبار الكربون كبدائل للتطبيقات الحساسة من حيث التكلفة أو عند وجود مخاوف من انتقال الفضة. موصلية أقل، ولكنها مناسبة للعديد من التصميمات.
المواد اللاصقة
المواد اللاصقة الحساسة للضغط تربط كل شيء معًا. تلبي التركيبات المختلفة المتطلبات المختلفة:
- مواد لاصقة الأكريليك القياسية للاستخدامات العامة
- الإصدارات ذات درجات الحرارة العالية للبيئات الصعبة
- خيارات من الدرجة الطبية لأجهزة الرعاية الصحية
- أنواع قابلة للإزالة تسمح بإعادة العمل
تفصل المواد اللاصقة الفاصلة - ذات الثقوب المقطوعة بدقة - بين طبقات الدائرة في مواضع المفاتيح.
مرحلة الطباعة في تصنيع مفاتيح التبديل الغشائية
أساسيات الطباعة بالشاشة
تظل طباعة الشاشة هي العمود الفقري لإنتاج المفاتيح الغشائية. يندفع الحبر من خلال شاشات شبكية ذات أنماط مرسومة بالاستنسل، ويترسب الحبر من خلال ترسيب كميات محكومة على الركائز.
تتطلب العملية:
- إنشاء ملفات عمل فني مع فصل مناسب للطبقات
- إنتاج شاشات مستحلبات ضوئية لكل لون
- إعداد أنظمة تسجيل دقيقة
- طباعة كل طبقة بالتسلسل الصحيح
- المعالجة بين التمريرات
تتراكم تراكبات رسومية متعددة - أحيانًا ثمانية ألوان أو أكثر بالإضافة إلى طبقات فوقية واقية.
متطلبات طباعة الدوائر
| معلمة الطباعة | الرسومات | الدوائر |
|---|---|---|
| التحمل النموذجي | ± 0.2 مم | ± 0.1 مم |
| سُمك الطبقة | متغير | التحكم |
| حساسية العيب | الاهتمام بالتجميل | فشل وظيفي |
| متطلبات العلاج | قياسي | الحرجة |
| مستوى الفحص | مرئي | الاختبار الكهربائي |
خيارات الطباعة الرقمية
لقد اكتسبت الطباعة الرقمية مكانة مرموقة في الطباعة القصيرة والنماذج الأولية. لا حاجة إلى شاشات - طباعة الرسومات مباشرة من الملفات. إعداد أسرع، وتغييرات أسهل في التصميم.
ومع ذلك، لا تزال الأساليب الرقمية غير قادرة على مضاهاة الطباعة على الشاشة بالنسبة للأحبار الموصلة أو اقتصاديات الحجم الكبير. لا تزال معظم مفاتيح التبديل الغشائية الإنتاجية تعتمد بشكل أساسي على طباعة الشاشة حيثما كان ذلك مهمًا.
عمليات قطع القوالب والتشكيل لمكونات المفاتيح الغشائية
قطع القوالب الدقيقة
تقطع القوالب ذات القضبان الفولاذية أو القوالب المعدنية المتطابقة المكونات الفردية من الصفائح المطبوعة. تضمن ثقوب التسجيل المثقوبة أثناء الطباعة محاذاة دقيقة أثناء القطع.
تشمل التخفيضات الحرجة ما يلي:
- مخططات تراكب الرسوم البيانية
- فتحات نافذة العرض
- ملفات تعريف طبقة الدائرة
- أنماط الفواصل مع فتحات التبديل
- أشكال ذيل الموصل
التفاوتات مهمة للغاية. تتسبب ثقوب المباعدة غير المحاذية في حدوث أعطال في المفاتيح. تبدو نوافذ تراكب الإزاحة خاطئة بشكل واضح.
عمليات النقش
عندما تستدعي التصميمات أزراراً ملموسة، فإن النقش يخلق مناطق بارزة في التراكب. تضغط قوالب الذكور والإناث المتطابقة على المادة في أشكال ثلاثية الأبعاد.
يحدث النقش بعد الطباعة ولكن قبل التجميع النهائي. وتتطلب العملية تحكماً دقيقاً في درجة الحرارة والضغط - حيث أن هذه العملية تتطلب تحكماً دقيقاً في درجة الحرارة والضغط - حيث أن الضغط الشديد يضعف المادة أو يتمزق.
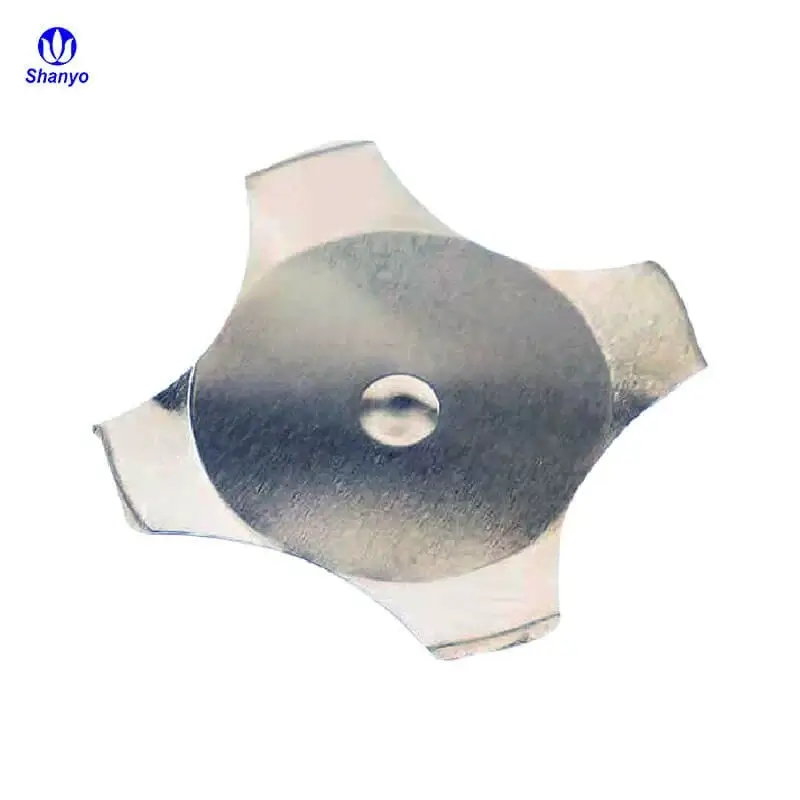
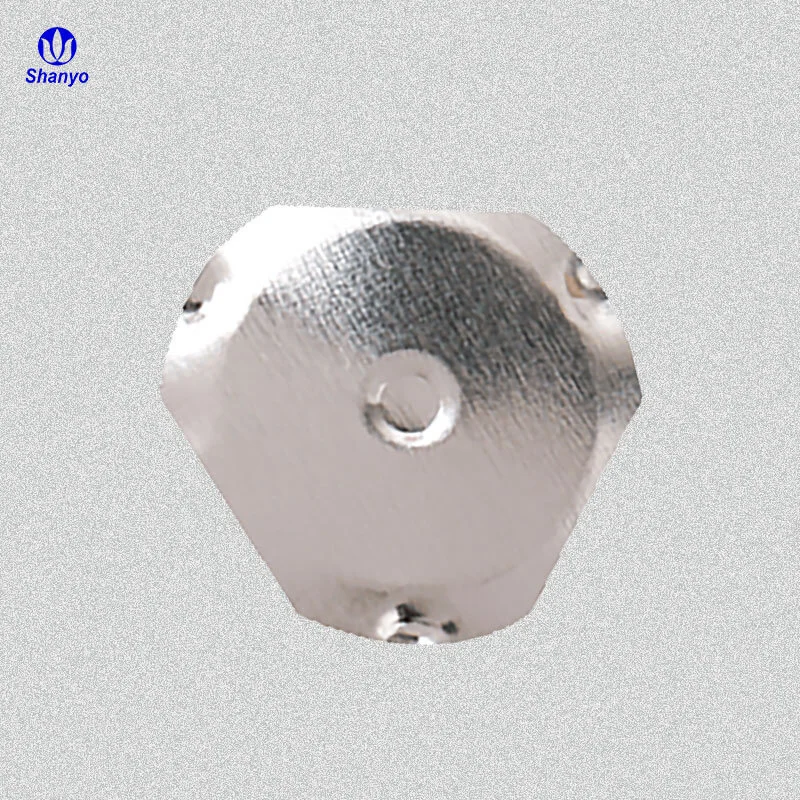
إعداد القبة المعدنية
غالباً ما تشتمل المفاتيح الغشائية اللمسية على قباب معدنية. توفر هذه الأقراص الصغيرة المشكلة ردود فعل طقطقة عند الضغط عليها. ويتضمن التصنيع:
- ختم القباب من الفولاذ المقاوم للصدأ الرقيق
- وضع القباب على صفائح حاملة أو صفائف لاصقة
- تحديد الموضع بدقة على نقاط تلامس الدائرة
يتطلب وضع القبة دقة في حدود أجزاء من المليمتر. يؤدي وضع القباب في غير موضعها إلى إحساس غير متناسق أو مفاتيح غير وظيفية.
تجميع الطبقات في بناء المفاتيح الغشائية
أنظمة التسجيل
تضمن ثقوب المحاذاة أو أنظمة التسجيل البصري تكديس الطبقات بشكل صحيح. حتى حالات المحاذاة الخاطئة الصغيرة تتراكم من خلال طبقات متعددة، مما قد يتسبب في:
- تبديل المواضع التي لا تتماشى مع الرسومات
- اتصالات الدائرة المفقود منها ثقوب مباعدة مفقودة
- عيوب تجميلية مرئية من خلال التراكبات الشفافة
تستخدم معدات التجميع الحديثة كاميرات وأنظمة مؤازرة تحقق التسجيل في حدود 0.05 مم.

عملية التصفيح
التصفيح النظيف والمضبوط يمنع التلوث بين الطبقات. تتسبب الجسيمات المحتبسة أثناء التجميع في حدوث أعطال في المفاتيح - نتوءات تمنع التلامس السليم أو تقصير آثار الحطام.
يحدث التصفيح عادةً في:
- غرف ذات تحكم في المناخ
- بيئات الهواء المفلتر
- ظروف الرطوبة المتحكم بها
تطبق البكرات أو الصوانى طبقات لاصقة متساوية الضغط تربط بين الطبقات اللاصقة. تستخدم بعض العمليات التنشيط الحراري. والبعض الآخر يعتمد فقط على المواد اللاصقة الحساسة للضغط. إذا كنت تريد معرفة المزيد عن التبديل الغشائي، يُرجى قراءة ما هو المفتاح الغشائي.
الأسئلة الشائعة
كم من الوقت يستغرق تصنيع مفاتيح التبديل الغشائية المخصصة؟
تختلف المهلة الزمنية بشكل كبير بناءً على التعقيد والكمية. قد يتم شحن التصميمات البسيطة ذات المواد القياسية في غضون أسبوعين إلى ثلاثة أسابيع. قد تستغرق التجميعات المعقدة التي تتطلب أدوات مخصصة أو مواد متخصصة أو اختبارات مكثفة من ستة إلى ثمانية أسابيع أو أكثر. غالبًا ما تتم النماذج الأولية بشكل أسرع - بعض المصنعين يقدمون خدمات النماذج الأولية السريعة التي تقدم عينات في غضون أيام. تتطلب كميات الإنتاج بطبيعة الحال وقتًا أطول من عمليات تشغيل النماذج الأولية.
ما هي الكميات الاقتصادية لتصنيع المفاتيح الغشائية؟
تعتمد الاقتصاديات على مدى تعقيد التصميم ومتطلبات الأدوات. تنطوي إعدادات طباعة الشاشة على إعدادات كبيرة بغض النظر عن الكمية، مما يجعل عمليات التشغيل الصغيرة جدًا مكلفة لكل وحدة. تقترح معظم الشركات المصنعة حدًا أدنى للطلبات يتراوح بين 100-500 قطعة للحصول على اقتصاديات معقولة. ومع ذلك، فقد خفضت الطباعة الرقمية الحواجز أمام الطلبيات القصيرة والنماذج الأولية. يحقق الإنتاج بكميات كبيرة - آلاف أو عشرات الآلاف - أفضل التكاليف لكل وحدة حيث تتوزع نفقات الإعداد على عدد أكبر من الوحدات.
ما الذي يسبب العيوب أثناء تصنيع مفاتيح التبديل الغشائي؟
يمثل التلوث مصدر العيب الأكثر شيوعًا - الجسيمات بين الطبقات التي تمنع وظيفة المفتاح المناسبة. تشمل المشكلات الشائعة الأخرى عيوب الطباعة (الثقوب والتوصيل والتغطية غير الكاملة) وسوء التسجيل بين الطبقات وفشل المادة اللاصقة وتلف المناولة. تؤثر العوامل البيئية مثل تقلبات الرطوبة على أداء المادة اللاصقة. يؤدي المعالجة غير الصحيحة للأحبار إلى ضعف الدوائر. يحافظ المصنعون المتمرسون على ضوابط عملية صارمة تقلل من هذه المشاكل، ولكن لا مفر من وجود بعض العيوب - مما يجعل الاختبار أمرًا ضروريًا.