L'efficacité de la production est essentielle. Chaque seconde consacrée à l'assemblage a une incidence sur les coûts de production, la capacité de débit et, en fin de compte, la rentabilité. En matière d'intégration de commutateurs tactiles, la différence entre le placement de composants individuels et l'utilisation d'un feuille de dôme peut s'avérer étonnamment important, surtout à grande échelle.
Le temps de montage peut sembler être un critère secondaire lors du choix d'une technologie de commutation. Mais pour les entreprises qui produisent des milliers, voire des millions d'unités, ces quelques secondes gagnées s'accumulent pour se traduire par des heures, des jours et des réductions de coûts substantielles. Comprendre pourquoi une feuille à dôme permet de réaliser ces gains de temps aide à expliquer son adoption généralisée dans tous les secteurs.
L'avantage des plaques bombées en termes d'efficacité d'assemblage
Les méthodes traditionnelles de fabrication des claviers tactiles consistaient souvent à placer un à un des dômes métalliques sur des circuits imprimés. Chaque dôme devait être positionné avec précision. Chaque opération prenait du temps. Chaque dôme représentait un risque supplémentaire de désalignement ou d'erreur.
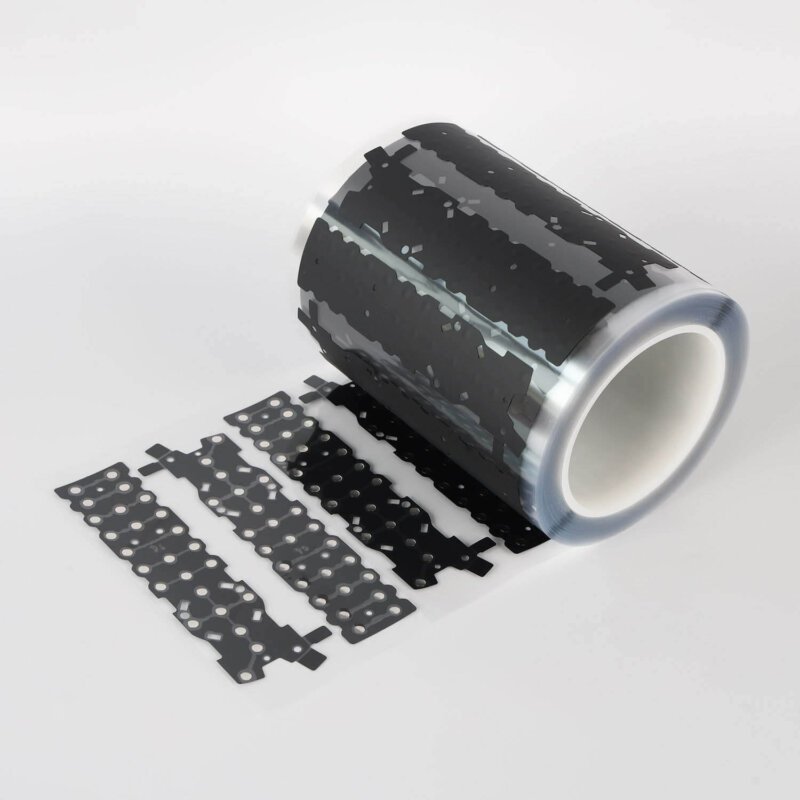
Une feuille en dôme change radicalement la donne. Au lieu de manipuler des dizaines de composants individuels, les opérateurs de montage ne manipulent qu’une seule pièce intégrée. Tous les dômes sont livrés prépositionnés, maintenus dans un alignement précis par le film support. Une seule étape de placement remplace plusieurs.
Le gain de temps résulte de plusieurs facteurs :
- Réduction des manipulations des composants individuels
- Suppression du positionnement dôme par dôme
- Systèmes adhésifs pré-appliqués
- Alignement simplifié grâce aux repères d'enregistrement
- Moins de contrôles qualité pendant le montage
- Réduction des retouches dues à des dômes mal positionnés
L'impact concret varie en fonction de la complexité du produit. Une simple télécommande à quatre boutons permet un gain de temps modeste. Un panneau industriel complexe comportant trente ou quarante boutons offre en revanche une amélioration spectaculaire. Plus le nombre de dômes requis est élevé, plus le gain d'efficacité lié à l'utilisation d'une feuille de dômes intégrée est important.
Placement unique ou placements multiples
Prenons un exemple simple pour illustrer le calcul. Un produit nécessitant douze boutons tactiles requiert douze dômes métalliques. La pose de chaque dôme, même par des opérateurs expérimentés, prend environ trois à cinq secondes, en comptant la prise en main, le positionnement et la vérification. Cela représente au total entre 36 et 60 secondes rien que pour la pose des dômes.
Une feuille comportant ces douze dômes ? Un placement qui prend au total entre huit et douze secondes. Le support maintient tous les dômes en place. Des repères d'alignement facilitent le placement correct. Le revêtement adhésif fixe le tout simultanément.
En réalité, cette comparaison ne rend pas compte de la différence qui existe dans la pratique. La mise en place manuelle des dômes exige une attention constante pour éviter les erreurs. La pose de plaques de dôme est plus simple, moins fatigante mentalement et plus homogène d'un opérateur à l'autre et d'une équipe à l'autre.
Comment la conception des panneaux en dôme permet d'accélérer la production
La conception technique des panneaux de dôme vise spécifiquement à optimiser l'efficacité du montage. Les fabricants ont perfectionné ces produits au fil des décennies afin de réduire au minimum les difficultés de production.
| Caractéristique de conception | Avantages liés à l'assemblage | Gain de temps |
| Dômes préinstallés | Élimine le placement individuel | Réduction 70-85% |
| Support adhésif | Pas besoin d'appliquer d'adhésif séparément | Supprime cette étape |
| Trous/repères de centrage | Accélère le processus d'alignement | 30-50% : positionnement plus rapide |
| Rigidité du film support | Plus facile à manipuler que les dômes en vrac | Réduit les maladresses et les chutes |
| Film de protection | Préserve l'adhésif jusqu'à ce qu'on en ait besoin | Aucun problème de contamination par l'adhésif |
| Profilés découpés | Correspond exactement à l'empreinte du produit | Élimine les étapes de découpe |
Les repères d'alignement méritent une attention particulière. Les trous ou les marques présents sur la feuille de dôme s'alignent avec les repères correspondants sur le circuit imprimé ou le boîtier. Cela permet aux opérateurs de positionner correctement les composants rapidement, sans avoir à effectuer de mesures ni à procéder à un alignement visuel minutieux. Certains systèmes d'assemblage automatisés utilisent ces repères pour l'alignement par vision industrielle, ce qui permet un placement entièrement automatisé.
Le système adhésif joue également un rôle important. Les feuilles en dôme sont généralement livrées avec un adhésif sensible à la pression déjà appliqué et protégé par une pellicule de protection. Il suffit de retirer la pellicule, de positionner la feuille et d'appuyer pour la fixer. Pas besoin d'appliquer d'adhésif séparément, pas de temps de séchage, pas d'équipement spécial requis. Cette simplicité accélère la production et réduit la manutention des matériaux.
Conséquences de l'assemblage des panneaux de dôme sur les coûts de main-d'œuvre
Le gain de temps se traduit directement par une réduction des coûts de main-d'œuvre. Une diminution du temps d'assemblage par unité se traduit soit par une baisse du coût de main-d'œuvre par unité, soit par une augmentation de la capacité de production avec le même effectif.
- Calculer le temps actuel nécessaire au placement d'un dôme par unité
- Multiplier par le taux horaire pour obtenir le coût actuel
- Estimer le temps nécessaire à la pose des panneaux de dôme
- Calculer le nouveau coût unitaire de la main-d'œuvre
- Multiplier les économies par le volume de production
- Tenir compte de la différence de coût des panneaux de dôme
Dans le cadre d'une production à grande échelle, ces calculs révèlent souvent des économies annuelles substantielles. Un produit assemblé à 100 000 exemplaires peut ne permettre d'économiser que quelques centimes par unité sur la main-d'œuvre d'assemblage, mais cela représente tout de même des milliers de dollars par an. Plus les volumes sont importants, plus les économies augmentent proportionnellement.
Au-delà du temps de main-d'œuvre direct, il faut tenir compte des avantages indirects. Des tâches d'assemblage plus simples nécessitent moins de formation. Les nouveaux opérateurs atteignent plus rapidement leur pleine productivité. Les taux d'erreur diminuent, ce qui réduit le travail de retouche. Le temps consacré au contrôle qualité diminue lorsque le placement systématique des feuilles de dôme remplace le positionnement individuel et variable de chaque dôme.

Réduction des taux de retouches et de rebuts
Des dômes mal positionnés ou endommagés lors du montage individuel entraînent des défauts qui nécessitent une retouche ou la mise au rebut. Chaque unité retouchée implique un surcroît de main-d'œuvre et de matériaux. Chaque unité mise au rebut représente une perte totale de matériaux.
Problèmes courants liés à l'installation des dômes individuels :
- Dômes mal positionnés
- Dômes endommagés lors de la manutention
- Orientation irrégulière du dôme
- Contamination par l'adhésif avant la pose
- Des dômes manquants ont été découverts à un stade avancé du montage
L'assemblage des feuilles en dôme élimine en grande partie ces problèmes. Les dômes ne peuvent pas être mal positionnés, car ils sont déjà en place. Les dommages liés à la manutention sont rares, car le support protège les dômes pendant le transport et le stockage. L'orientation est prédéterminée. La pellicule de protection empêche toute contamination par la colle.
L'amélioration de la qualité s'accompagne d'un gain de temps. Le temps consacré aux contrôles est réduit. Moins de pièces sont retirées pour être retravaillées. Les taux de rendement dès le premier passage sont plus élevés. La valeur totale de ces avantages indirects dépasse parfois celle des gains de temps directs réalisés lors de l'assemblage.
Efficacité de l'intégration grâce à la technologie des panneaux en dôme
Les ensembles de commutateurs à membrane modernes intègrent souvent la feuille de dôme comme l'une des couches d'une structure multicouche. Cette intégration permet de rationaliser davantage la production en regroupant plusieurs composants en sous-ensembles avant l'assemblage final du produit.
Approches d'assemblage intégré :
- Feuille de dôme pré-laminée sur un circuit à membrane
- Matrice tactile complète avec couche d'espacement et couches adhésives
- Ensembles de claviers à membrane clés en main, prêts à être installés
- Plaque bombée associée à un revêtement graphique
Les fournisseurs proposant ces solutions intégrées réalisent le laminage des panneaux de dôme dans des environnements contrôlés à l'aide d'équipements spécialisés. Les fabricants de produits reçoivent ainsi des sous-ensembles complets qui ne nécessitent plus qu'un montage final. Le temps d'assemblage diminue encore davantage lorsque plusieurs étapes de fabrication sont confiées en amont aux fournisseurs de composants.
Ce modèle d'intégration convient aux entreprises qui préfèrent se concentrer sur l'assemblage du produit fini plutôt que sur la fabrication des claviers à membrane. La feuille à dômes fait partie intégrante d'un composant plus vaste, traité comme un seul et même élément bien qu'il comporte de nombreux éléments fonctionnels.
Compatibilité des produits en tôle bombée avec l'automatisation
Les chaînes de montage automatisées tirent particulièrement parti des formats de feuilles en dôme. Les équipements de type « pick-and-place » manipulent les produits en feuilles de manière plus fiable que les dômes individuels en vrac.
Avantages de l'automatisation :
- Présentation cohérente des éléments
- Alignement par vision industrielle à l'aide de repères de repérage
- Une adhérence par aspiration fiable sur les surfaces planes des supports
- Moins de bourrages et de problèmes d'alimentation
- Vitesses de placement plus élevées possibles
L'assemblage manuel tire parti des tôles bombées, mais l'assemblage automatisé en bénéficie encore davantage. Leur format prévisible et homogène se prête parfaitement à la manutention robotisée. Des capteurs vérifient le bon positionnement. Le rendement augmente tandis que les taux d'erreur diminuent.
Les entreprises qui envisagent d'automatiser leurs opérations d'assemblage doivent tenir compte de la compatibilité avec les tôles bombées lors de la planification. Ce format est en effet conçu pour la manutention automatisée, ce qui facilite les futures transitions vers l'automatisation. Si vous souhaitez en savoir plus sur les tôles bombées, veuillez consulter Qu'est-ce qu'une feuille de dôme ?.
FAQ
Une plaque de dôme coûte-t-elle plus cher que des dômes individuels ?
Le coût unitaire des dômes peut être légèrement plus élevé en raison des matériaux de support et de l'assemblage chez le fournisseur. Cependant, le coût total du système — main-d'œuvre, retouches et rebuts compris — fait généralement pencher la balance en faveur des feuilles de dôme dès lors que les quantités produites dépassent le stade du prototypage à petite échelle. Le gain de temps lors de l'assemblage et l'amélioration de la qualité compensent généralement le surcoût des composants lorsque les volumes de production sont modérés.
Est-il possible de produire des modèles de plaques pour dômes sur mesure à un coût raisonnable ?
Oui, bien qu'il y ait des frais de mise en place pour l'outillage sur mesure. Un espacement standard des dômes et des configurations courantes peuvent ne nécessiter aucun frais d'outillage. Les configurations très personnalisées nécessitent un outillage de moulage, ce qui entraîne des coûts initiaux amortis sur le volume de production. Les fournisseurs peuvent vous conseiller sur les solutions les plus rentables en fonction des exigences spécifiques de configuration et des volumes prévus.
Quelles sont les quantités minimales de commande pour les plaques bombées ?
Les quantités minimales varient selon le fournisseur et la complexité du projet. Les configurations standard disponibles en stock peuvent ne pas être soumises à de quantités minimales ou celles-ci peuvent être très faibles. Les configurations sur mesure nécessitent généralement des quantités suffisantes pour rentabiliser la mise en place de la production, souvent de quelques centaines à quelques milliers de pièces. Les commandes en gros bénéficient de tarifs plus avantageux à mesure que les quantités augmentent. Il est utile de discuter dès le début avec les fournisseurs des volumes prévus afin de déterminer les meilleures stratégies d'approvisionnement.