Hinter jedem Mikrowellenbedienfeld, jeder Schnittstelle für medizinische Geräte und jedem industriellen Bedienfeld verbirgt sich ein Folientastaturschalter – hergestellt in Verfahren, über die die meisten Menschen nie nachdenken. Das Endprodukt sieht einfach aus: dünn, flach, flexibel. Doch die Herstellung dieser Schnittstellen umfasst zahlreiche spezialisierte Schritte, die Präzision und Fachwissen erfordern.
Herstellung eines Membranschalter vereint Drucktechnologie, Materialwissenschaft und sorgfältige Montage. Jede Schicht muss strengen Anforderungen genügen. Hier kommt es auf Toleranzen im Bereich von Tausendstel Zoll an.
Der Weg vom Rohmaterial bis zur fertigen Benutzeroberfläche offenbart eine überraschende Komplexität, die sich hinter dieser trügerisch schlichten Fassade verbirgt.

Rohstoffe für die Herstellung von Membranschaltern
Trägerfolien
Polyester (PET) ist das dominierende Material bei der Herstellung von Folientastaturen. Es bietet die richtige Kombination aus Flexibilität, Langlebigkeit und Formstabilität. Die typischen Stärken liegen je nach Anwendungsanforderungen zwischen 0,075 mm und 0,25 mm.
Polycarbonat wird für grafische Folien verwendet, die eine höhere Schlagfestigkeit oder bestimmte optische Eigenschaften erfordern. Es ist jedoch weicher als Polyester – und daher kratzempfindlicher.
Leitfähige Tinten
Leitfähige Tinten auf Silberbasis bilden die Leiterbahnen. Diese speziellen Formulierungen enthalten winzige Silberpartikel, die in Polymerbindemitteln suspendiert sind. Nach dem Drucken und Aushärten bilden sie elektrisch leitende Bahnen.
Kohletinten bieten eine Alternative für kostenbewusste Anwendungen oder in Fällen, in denen Bedenken hinsichtlich der Silbermigration bestehen. Geringere Leitfähigkeit, für viele Anwendungen jedoch ausreichend.
Klebstoffe
Haftklebstoffe verbinden alles miteinander. Verschiedene Formulierungen erfüllen unterschiedliche Anforderungen:
- Standard-Acrylklebstoffe für allgemeine Anwendungen
- Hochtemperaturausführungen für anspruchsvolle Umgebungen
- Optionen in medizinischer Qualität für Geräte im Gesundheitswesen
- Herausnehmbare Elemente, die eine Nachbearbeitung ermöglichen
Abstandskleber – mit präzise ausgeschnittenen Löchern – trennen die Schaltungsschichten an den Schaltstellen voneinander.
Der Druckprozess bei der Herstellung von Membranschaltern
Grundlagen des Siebdrucks
Der Siebdruck ist nach wie vor das Herzstück der Membranschalterfertigung. Die Druckfarbe wird durch Siebe mit vorgestanzten Mustern gedrückt und trägt dabei kontrollierte Mengen auf die Trägermaterialien auf.
Für diesen Vorgang ist Folgendes erforderlich:
- Erstellen von Druckvorlagen mit korrekter Ebenen-Trennung
- Herstellung von Fotoemulsionsschablonen für jede Farbe
- Einrichtung präziser Registrierungssysteme
- Jede Schicht in der richtigen Reihenfolge drucken
- Aushärten zwischen den Durchgängen
Durch mehrere Durchgänge entstehen grafische Überzüge – manchmal aus acht oder mehr Farben sowie Schutzlackschichten.
Anforderungen an die Leiterplattenbestückung
| Druckparameter | Grafiken | Schaltkreise |
|---|---|---|
| Typische Toleranz | ±0,2 mm | ±0,1 mm |
| Schichtdicke | Variable | Kontrolliert |
| Fehlersensitivität | Kosmetisches Anliegen | Funktionsstörung |
| Heilungsvoraussetzungen | Standard | Kritisch |
| Prüfstufe | Visuell | Elektrische Prüfungen |
Optionen für den Digitaldruck
Der Digitaldruck hat bei Kleinauflagen und Prototypen an Bedeutung gewonnen. Es sind keine Siebe erforderlich – die Grafiken werden direkt aus den Dateien gedruckt. Schnellere Einrichtung, einfachere Designänderungen.
Digitale Verfahren können jedoch beim Siebdruck für leitfähige Tinten oder bei der Wirtschaftlichkeit bei großen Stückzahlen noch immer nicht mithalten. Bei den meisten Membranschaltern wird in den entscheidenden Bereichen nach wie vor hauptsächlich auf den Siebdruck gesetzt.
Stanz- und Umformvorgänge für Membranschalterkomponenten
Präzisionsstanzen
Stahlschablonen oder aufeinander abgestimmte Metallstempel schneiden einzelne Bauteile aus den bedruckten Bögen aus. Die beim Druckvorgang gestanzten Passlöcher gewährleisten eine präzise Ausrichtung beim Schneiden.
Zu den wichtigsten Kürzungen gehören:
- Umrisse der grafischen Überlagerung
- Vitrinenöffnungen
- Profile der Leiterbahnschicht
- Distanzstückmuster mit Schalterlöchern
- Formen von Steckverbinderanschlüssen
Toleranzen spielen eine entscheidende Rolle. Falsch ausgerichtete Abstandshalterlöcher führen zu Schalterausfällen. Versetzte Überlagerungsfenster sehen offensichtlich falsch aus.
Prägeverfahren
Wenn Designs taktile Tasten erfordern, werden durch Prägung erhabene Bereiche in der Folie erzeugt. Passende Stanzwerkzeuge (Stempel und Matrize) pressen das Material in dreidimensionale Formen.
Das Prägen erfolgt nach dem Druck, aber vor der Endmontage. Der Prozess erfordert eine sorgfältige Temperatur- und Druckregelung – bei zu starker Einwirkung wird das Material geschwächt oder reißt.
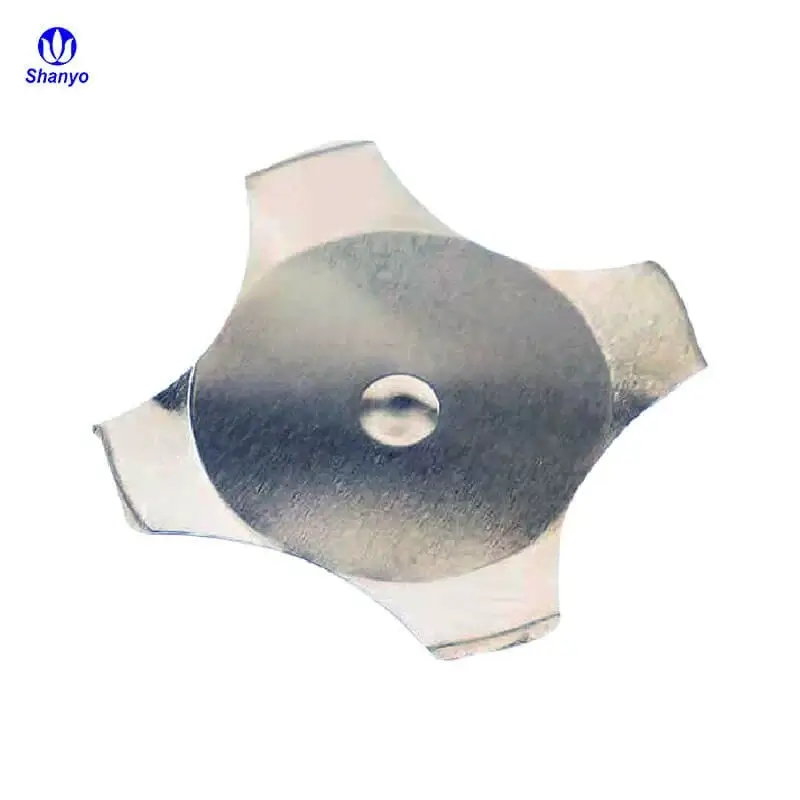
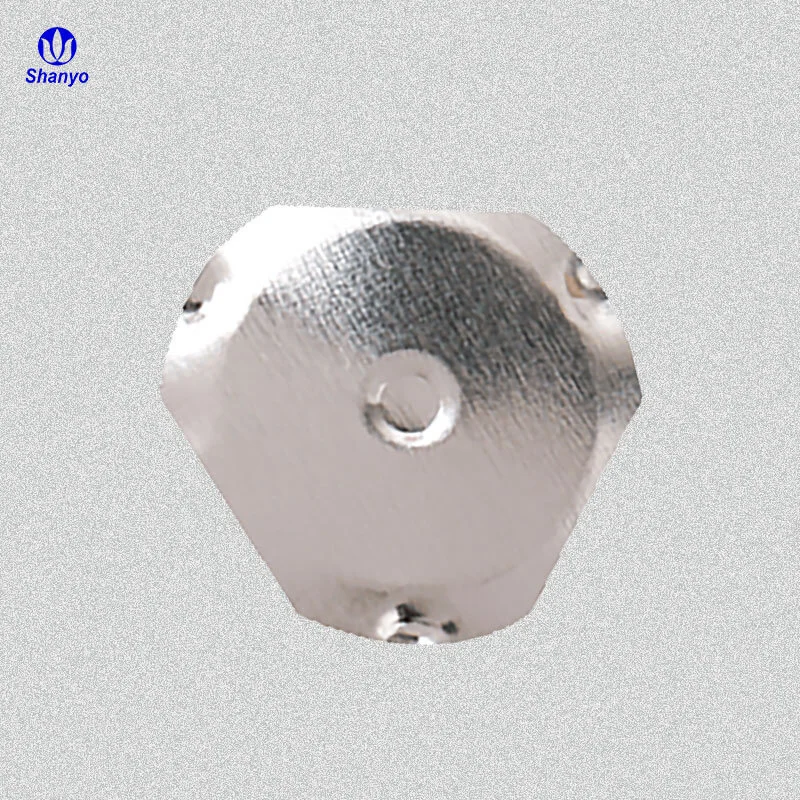
Vorbereitung der Metallkuppel
Taktile Folientastaturen sind häufig mit Metallkuppeln ausgestattet. Diese winzigen, geformten Scheiben geben beim Drücken ein Klickgefühl zurück. Die Herstellung umfasst:
- Prägen von Kuppeln aus dünnem Edelstahl
- Anbringen von Domes auf Trägerfolien oder Klebefolien
- Präzise Positionierung über den Kontaktpunkten der Schaltung
Die Platzierung der Kuppeln erfordert eine Genauigkeit im Bereich von Bruchteilen eines Millimeters. Falsch positionierte Kuppeln führen zu einem ungleichmäßigen Tastgefühl oder zu nicht funktionierenden Schaltern.
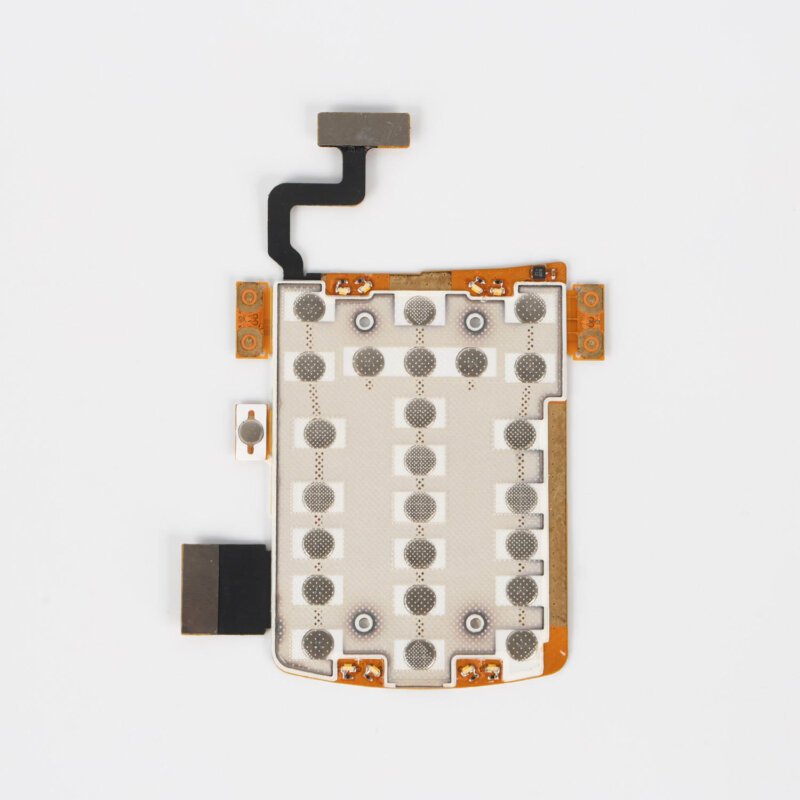
Schichtaufbau bei der Herstellung von Membranschaltern
Registrierungssysteme
Ausrichtungsbohrungen oder optische Registrierungssysteme sorgen dafür, dass die Schichten korrekt übereinandergeschichtet werden. Selbst kleine Fehlausrichtungen summieren sich über mehrere Schichten hinweg und können Folgendes verursachen:
- Schalterpositionen, die nicht mit den Grafiken übereinstimmen
- An den Schaltkontakten fehlen Distanzlöcher
- Kosmetische Mängel, die durch transparente Abdeckungen sichtbar sind
Moderne Montageanlagen nutzen Kameras und Servosysteme, um eine Passgenauigkeit von 0,05 mm zu erreichen.

Laminierverfahren
Eine saubere, kontrollierte Laminierung verhindert Verunreinigungen zwischen den Schichten. Partikel, die während der Montage eingeschlossen werden, führen zu Schalterausfällen – Unebenheiten, die einen ordnungsgemäßen Kontakt verhindern, oder Verunreinigungen, die Kurzschlüsse in den Leiterbahnen verursachen.
Laminierung findet typischerweise statt in:
- Klimatisierte Räume
- Umgebungen mit gefilterter Luft
- Kontrollierte Luftfeuchtigkeit
Walzen oder Platten üben einen gleichmäßigen Druck auf die Klebeschichten aus. Bei einigen Verfahren wird Wärme zur Aktivierung eingesetzt. Andere Verfahren basieren ausschließlich auf Haftklebstoffen. Wenn Sie mehr über Membranschalter erfahren möchten, lesen Sie bitte Was ist ein Membranschalter?.
FAQ
Wie lange dauert die Herstellung von kundenspezifischen Membranschaltern?
Die Lieferzeiten variieren je nach Komplexität und Stückzahl erheblich. Einfache Konstruktionen aus Standardmaterialien können innerhalb von zwei bis drei Wochen versandt werden. Komplexe Baugruppen, die Sonderwerkzeuge, Spezialmaterialien oder umfangreiche Tests erfordern, können sechs bis acht Wochen oder länger in Anspruch nehmen. Die Prototypenfertigung erfolgt oft schneller – einige Hersteller bieten Rapid-Prototyping-Dienstleistungen an, bei denen Muster innerhalb weniger Tage geliefert werden. Serienfertigungen erfordern naturgemäß mehr Zeit als Prototypenläufe.
Ab welchen Stückzahlen lohnt sich die Herstellung von Membranschaltern?
Die Wirtschaftlichkeit hängt von der Komplexität des Designs und den Anforderungen an die Werkzeuge ab. Die Einrichtung des Siebdrucks erfordert unabhängig von der Stückzahl einen erheblichen Vorbereitungsaufwand, wodurch sehr kleine Auflagen pro Stück teuer werden. Die meisten Hersteller empfehlen Mindestbestellmengen von 100 bis 500 Stück, um eine angemessene Wirtschaftlichkeit zu gewährleisten. Der Digitaldruck hat jedoch die Hürden für Kleinauflagen und Prototypen gesenkt. Bei der Großserienfertigung – in Stückzahlen von Tausenden oder Zehntausenden – werden die besten Stückkosten erzielt, da sich die Rüstkosten auf mehr Einheiten verteilen.
Was sind die Ursachen für Fehler bei der Herstellung von Membranschaltern?
Verunreinigungen sind die häufigste Fehlerquelle – Partikel zwischen den Schichten verhindern eine ordnungsgemäße Schaltfunktion. Weitere häufige Probleme sind Druckfehler (Löcher, Brückenbildung, unvollständige Bedeckung), Passungsfehler zwischen den Schichten, Klebefehler und Transportschäden. Umweltfaktoren wie Schwankungen der Luftfeuchtigkeit beeinträchtigen die Klebeeigenschaften. Eine unsachgemäße Aushärtung der Druckfarben führt zu schwachen Schaltkreisen. Erfahrene Hersteller wenden strenge Prozesskontrollen an, um diese Probleme zu minimieren, doch eine gewisse Fehlerquote ist unvermeidbar – daher sind Tests unerlässlich.